
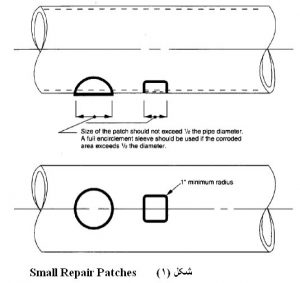
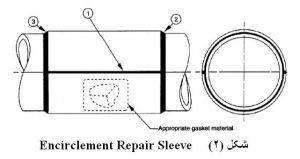
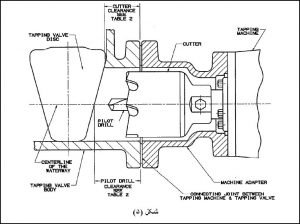
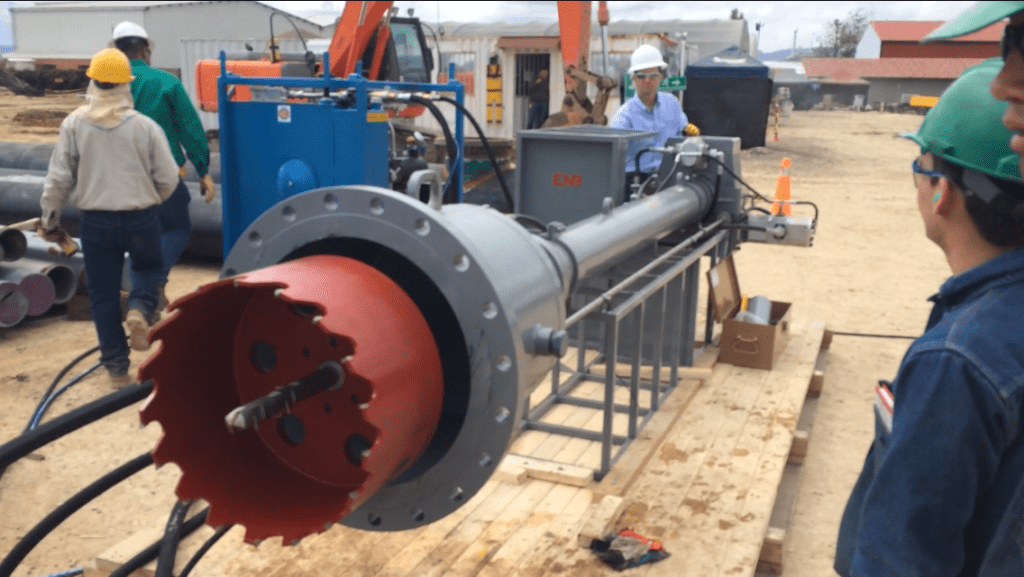
قبل از اینکه بحث اصلی در مورد جوشکاری هات تپ و روش های آن مطرح شود ذکر این نکته ضروری است که روش ارائه شده جهت هات تب و یا جوشکاری بدون هات تـب بـر روی لوله ها و تجهیزات در سرویس، برای لوله ها ی کـربن اسـتیل ، فرتیـک (ferritic) و فولادهـای اسـتنلس اسـتیل میباشـد. بـرای جوشکاری هات تپ بر روی متریالهای آلومینیوم ، مس ، پلاستیک و چدن باید روشهای خاص آنها در نظر گرفته شود. در صنعت نفت (پالایشگاهها , پتروشیمی , خطوط لوله و … ) بدلایل مختلفی تصمیم به تعمیـر و جوشـکاری بـر روی لولـه هـا و تجهیزات که در سرویس میباشند , گرفته می شود . بعنوان مثال بعضی مواقع با توجه به نشتی خطوط لولـه و عـدم امکـان از سـرویس خارج نمودن آن , مطابق روشهای ارائه شده در استاندارد لازم است محل نشتی بطور موقت تعمیر و جوشکاری شود.تصـاویر زیـر(۱و۲( نمونه هائی از روش تعمیر و جوشکاری لوله می باشد
جوشکاری هات تپ
جوشکاری هات تپ
جوشکاری هات تپ
جوشکاری هات تپ
جوشکاری هات تپ
در زمان جوشکاری بر روی لوله ها و تجهیزاتی که در سرویس می باشند ، دو مورد بسیار مهم وجود دارد که همیشه باید نسـبت به این موارد دقت کافی بعمل آید . یکی از آنها ترک خوردگی در زمان جوشکاری و دیگری سوختگی جـوش (through Burn) مـی باشد، زیرا که
۱ .ترک زمانی رخ میدهدکه محل جوشکاری به سرعت سرد شود.
۲ .سوختگی جوش در زمانی اتفاق می افتد که محل جوشکاری حرارت زیادی داشته باشد و فشار مسیر نیز زیاد باشد.
بازرس باید قبل از اقدام به جوشکاری ، شرایط لوله را در محل اتصال هات تب و یا جوشکاری ,از نظر متریـال ، ضـخامت و عیـوب داخلی متریال بررسی نماید تا حداقل ریسک در خصوص سوختگی و ترک خوردگی را داشته باشد . اتصالات و الکترود جوشـکاری بایـد مطابق با متریال لوله یا تجهیزات انتخـاب گـردد . بعنـوان مثـال الکترودهـای کـم هیـدروژن (Hydrogen Low) مشـکلات کمتـری در خصوص ایجاد ترک ، بوجود می آورند. در مورد متریالهایی که نیاز به عملیات حرارتی دارند یزن باید دقت بیشتری گردد.
روشهای جلوگیری از سوختگی جوش
برای جلوگیری از سوختگی جوش باید روش جوشکاری بدقت نوشته شود و همچنین مسائل مربوطه به انتقال حـرارت در نظـر گرفتـه شود . جهت جوشکاری به لوله های با ضخامت کمتر از ۴.۶ میلی متر باید قطر الکترود جوشکاری از ۲.۴ میلی متر کمتر باشد و با حـداقل حـرارت (برق پایین)جوشکاری شود . البته در مورد متریالهایی که کربن معادل آنها بالا باشد حرارت جوشکاری کم باعث افزایش ریسـک تـرک خوردن لوله میشود.پاسهای بعدی را در صورتی که ضخامت لوله بیشتر از ۱۲.۸ میلی متر نباشد، می توان با الکترود قطـر ۳.۲ میلی متر یـا کمتـر جوشکاری نمود. برای لوله ها و تجهیزاتی که ضخامت آنها بیشتر از ۱۲.۸ میلی متر باشد و در جایی که سوختگی جوش اتفـاق نیافتـد، مـی توان از الکترود با قطر بیشتر استفاده نمود و در مواردی که احتمال سوختگی جـوش وجـوددارد، نبایـد از آمپـر بـالا بـرای جوشـکاری استفاده شود.لازم بذکر است در اغلب موارد الکترودهای کم هیدروژن ترجیح داده می شوند.
جریان سیال در لوله ها ( جوشکاری هات تپ )
- برای ضخامتهای کمتر از ۶.۴ میلی متر باید جریان سیال بگونه ای باشد که سیال بیش از حد گـرم نشـود، در غیـر اینصـورت ممکـن اسـت فشار (expansion) سیال و حرارت در منطقه جوش باعث سوختگی جوش شود. همچنین سرعت بیش از حد سیال نیز اگر باعث سـرد شدن سریع لوله گردد، خطر ترک خوردن وجود دارد
- برای ضخامت ۶.۴ میلی متر تا ۱۲.۸ میلی متر افزایش سرعت سیال خطر ترک خوردگی و کاهش سرعت سیال خطر سوختگی جـوش را افـزایش می دهد.
- در ضخامتهای بالاتر از ۱۲.۸ میلی متر خطر ترک خوردگی و سوختگی جـوش کمتـری وجـود دارد.(جهـت جوشـکاری وهـات تـب بـر روی مسیرهای فلر(flare)باید دقت شود در صورت نیاز و برای جلوگیری از آتش و انفجار در زمان جوشکاری، داخل مسیر به مقـدار کـافی بخار(steam) تزریق گردد.)
ضخامت متریال
ضخامت لوله ها و تجهیزات باید به اندازه ای باشد که اتصالات مربوطه به هـات تـب را تحمـل کنـد. در صـورت نیـاز در محـل مـورد نظرصفحات تقویت (pad Reinforcing) گاهیا تکیه (Support) نصب گردد . جنس لوله و تجهیزات در محل اتصال هات تب باید عـاری از عیوبی مانندلایه لایه شدن(Lamination)، تاثیرات هیدروژن (attack Hydrogen) یا ترک خـوردگی تنشـی(SCC) باشـد . کمتـرین ضخامت مورد نیاز برای اجرای پروژه هات تب ،۴.۸ میلی متر توصیه می گردد. حداقل ضخامت واقعی برای جلـوگیری از سـوختگی جـوش معادل ۲.۴میلی مترمی باشد.
عملیات حرارتی
بعضی از تجهیزات و لوله ها از نظر متالورژیکی، ضخامت و یا سیال داخل لوله در صورتی که جوشکاری شوند (جوشکاری هات تپ) ، نیاز به عملیات حرارتـی دارند، لذا اجرای پروژه هات تب و یا جوشکاری بر روی آنها مجاز نمی باشد.
دمای لوله ها و تجهیزات
بطور کلی نباید جوشکاری ( جوشکاری هات تپ ) بر روی لوله ها و تجهیزاتی که دمای آنها پایین تر از ºC 45 -می باشد صورت گیرد. در بعضی مـوارد نیـز ممکن است پیش گرم کردن محل جوشکاری ضروری باشد.(مثلاً بر روی متریالهایی که کربن معادل آنها بـالا و یـا مقاومـت مکـانیکی بالایی دارند.)
شرایط محل نصب اتصالات هات تب
- فاصله محل اتصال هات تب تا فلنج یا اتصالات پیچی کمتر از “۱۸ نباشد.
- فاصله از جوش محیطی لوله ها کمتر از (۷ سانتی متر) “۳ نباشد.
- نحوه اتصال هات تب مطابق استاندارد باشد مثلاً:
- برای اتصال به piping مطابق استاندارد x.B31 ASME
- برای اتصال به مخازن اتمسفریک مطابق استاندارد ۶۵۰ API
- برای اتصال به مخازن تحت فشار مطابق استاندارد VIII section ASME
بررسی امکان جوشکاری هات تپ برروی لوله وتجهیزات
جوشکاری یا انجام هات تب نباید بر روی لوله ها و تجهیزاتی که تحت فشار خلاء(Vacuum)میباشند، انجام گردد. بطور کلی جوشکاری و هات تب بر روی سرویسهای زیر ممنوع می باشد:
- مخلوط بخار و هوا یا بخار و اکسیژن که گاهی در اثر حرارت احتمال انفجار وجود دارد، اکسیژن یا سیالی که از اکسیژن غنـی باشـد در اثر حرارت جوشکاری روی فلز مورد نظر تاثیر مخرّبی دارد.
- هیدروژن
- Peroxides ، Chlorine ، Acid و دیگر مواد شیمیایی مشابه
- Caustic ،Amine ، water Sour (با توجه به اینکه نیاز به عملیات حرارتی دارند) در این سرویسها پس از جوشکاری , در منطقه متاثر از جوشکاری (HAZ) ترک ایجاد خواهد شد
- در سرویسهای هیدروکربن اشباع نشده ( مانند اتیلن) که در اثر حرارت جوشکاری ممکن است هات اسپات (spot Hot) ایجاد شود.
آماده سازی هات تب
برای اجراء و جوشکاری اتصالات بر روی لوله ها و تجهیزاتی که در سرویس می باشند، آماده سازی مراحل زیر ضروری می باشد:
- طراحی اتصالات
- روش هات تب
- روش جوشکاری هات تپ مطابق با استاندارد ASME
- رعایت ایمنی ، حضورآتش نشانی وشرایط اورژانس باید در نظر گرفته شود.
روش اجراء
- رعایت نکات ایمنی
- مارک کردن محل اجرای هات تب
- اندازه گیری ضخامت محل جوشکاری و بررسی آن
- برنامه ریزی و آماده سازی مراحل کار
- انجام تستهای مورد نیاز از جمله آزمایش بخارات آتش زا، اکسیژن و ایمن بودن مراحل اجرای جوشکاری از نظر هوای اطراف
- اجازه کار جهت انجام جوشکاری ( پرمیت)
- آماده نمودن تجهیزات خاموش کننده آتش و حضور آتش نشان در محل
- علامت گذاری و مشخص نمودن محدوده کاری
جوشکاری هات تپ
- استفاده از روش جوشکاری مناسب
- انتخاب جوشکار کد
- تایید طرح اتصال(Fit up)
- تمیز کاری محل جوشکاری وحفاظت محل جوشکاری از شرایط نامطلوب (آب وهوا)
بازرسی از جوش
کلیه جوشها تحت بازرسی قرار می گیرند، آزمایشات PT ، UT ، MT در صورت نیاز ، قبل از نصب دستگاه هات تب انجام گردد. اگر تستهای مذکور بعد از انجام پاس اول انجام گردد باید قبل از تست، سطوح تمیز گردد.تستهای فـوق نبایـد جـایگزین تسـت هیدرواستاتیکی یا پنوماتیکی شوند.
تست فشار انشعاب نصب شده
- شیر نصب شده بر روی اتصالات هات تب باید از نظر فشار و کلاس (Class) مطابق مسیر باشد و کاملاً باز باشد و شیر مذکور قبـل از نصب از نظر نشتی سیت (Seat) تایید شده باشد.
- شیر باید در مرکز فلنج نازل نصب گردد
- مطمئن باشید که شیر تخلیه دستگاه هات تب سالم باشد
- در زمان حرکت متّه دستگاه ، مطمئن باشید که متّه متوقف نشده باشد.
- فاصله طی شده توسط متّه به دقت کنترل شود.
نتیجه گیری جوشکاری هات تپ
پس از مطالعه دستورالعمل جاری، پیشنهاد می گردد برای اینکه هیچ نکته ای فراموش نشود، چک لیسـت (check list) تهیـه و مـوارد ذکر شده مجدداً قبل از اجرای کار و همچنین در طی مراحل اجرای کاربررسی و علامت زده شود.


۱ دیدگاه. دیدگاه جدید بگذارید
سلام متشکرم همه چی رو گفتید بجز روش انجام هات تپ رو !!!