
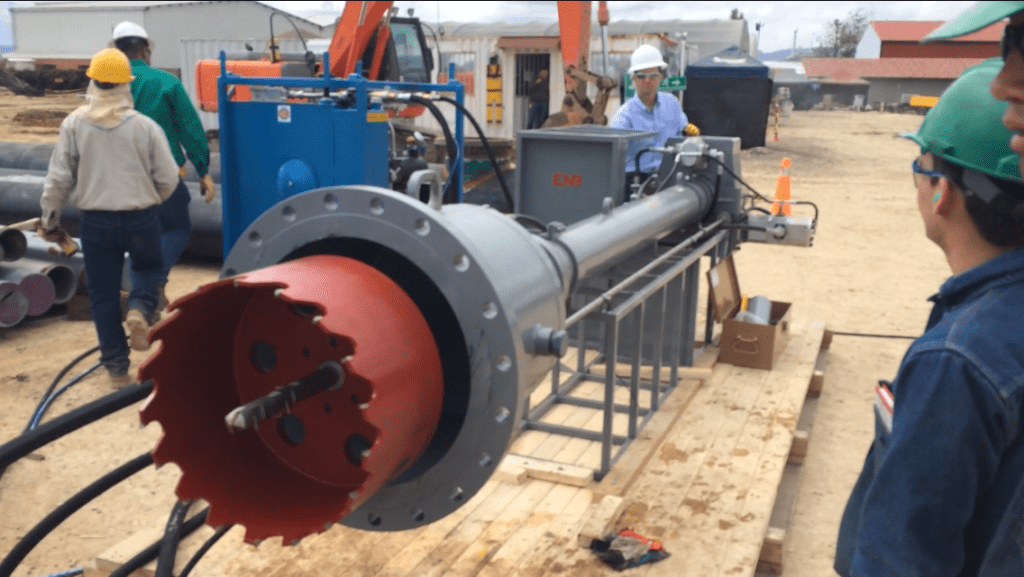
هات تپ یکی از روشهای نصب اتصالات مکانیکی یا انشعاب از سیستم لوله کشی و تجهیزات در سرویس است و معمولاً در مواقعی استفاده می شود که امکان از سرویس خارج کردن تجهیزات وجود نداشته باشد. در صنایع پتروشیمی ، خطوط انتقال گاز ، خطوط انتقال فرآورده های نفتی ، نیروگاه های حرارتی ، کارخانجات صنعتی ، پالایشگاه های نفت و گاز و …. در بسیاری از مواقع بر حسب نیاز ناگزیر به ایجاد یک انشعاب بر روی خطوط لوله ای هستیم که در سرویس بوده و سیالات داغ ، پر فشار ، آتش زا ، سمی و امثال آن در حال عبور از داخل آنها میباشند. این نیاز ممکن است ناشی از یکی از شرایط زیر باشد : ۱- لزوم گرفتن انشعاب جدید از لوله بواسطه طرح های توسعه و یا سرویس رسانی به مصرف کنندگان جدید ۲- لزوم نصب ادوات ابزاردقیق جدید جهت بروزرسانی سیستم فرآیند موجود ۳- لزوم برداشتن قسمتی از لوله جهت بررسی شرایط لوله از نظر خوردگی و …. بدیهیست که بهترین حالت این است که لوله یا لوله های مورد نظر را با استفاده از شیرآلات تعبیه شده ایزوله نموده و از سرویس خارج نماییم و پس از انجام عملیات ایمن سازی و تخلیه , برشکاری و جوشکاری مورد نظر را بر روی لوله ها انجام دهیم. اما در اغلب موارد بنا به دلایل فرآیندی و یا سیاست های خاص مصرفی و صادراتی و غیره امکان خارج نمودن لوله های مورد نظر از سرویس مقدور نیست .در چنین شرایطی ناگزیر میبایست در حالی که لوله ها در سرویس میباشند انشعاب گیری انجام دهیم. به این منظور از روشی استفاده میگردد که به آن عملیات «هات تپ گیری» (Hot Tapping) گفته میشود. در این روش ابتدا یک سه راه دو تکه (Split tee) یا یک سدل نیپل (Saddle & Niple) از جنس خود لوله و با ضخامت و سایز متناسب با شرایط موجود، طراحی و در کارگاه تهیه شده و از خارج بر روی لوله مورد نظر قرار گرفته و دو تکه آن به یکدیگر و به لوله اصلی جوش میخورد. باید قبل از اقدام به جوشکاری، شرایط لوله را در محل جوشکاری یا هات تب از نظر متریال،ضخامت و عیوب داخلی متریال بررسی نمود تا ریسک ها به حداقل کاهش یابد. جنس لوله و تجهیزات در محل اتصال هات تپ باید عاری از عیوبی مانند لایه لایه شدن(Lamination )،تاثیرات هیدروژن یا ترک خوردگی تنشی(SCC) باشد کمترین ضخامت موردنیاز برای اجرای پروژه هات تپ ۴.۸ میلیمتر توصیه می شود.بدیهیست که عملیات جوشکاری سدل نیپل (Saddle & Niple) به لوله میبایست بر اساس دستورالعمل جوشکاری پروژه (WPS) و با استفاده از الکترودهایی با متریال مناسب انجام پذیرد. سپس یک شیر فلنجی بر روی فلنج سه راه دو تکه (Split tee) نصب میگردد که با استفاده از آن میتوان مسیر خروج سیال را باز و بسته نمود. در مرحله بعد بر روی فلنج خروجی این شیر دستگاه هات تپ قرار میگیرد. این دستگاه محل مورد نظر جهت انشعاب را از لوله اصلی بریده و قطعه بریده شده را با خود بیرون میکشد. پس از اتمام سوراخکاری و خروج قطعه بریده شده ، شیر را در حالت بسته قرار میدهیم. در این حالت جریان سیال از داخل لوله اصلی به سمت خروجی سه راه دو تکه (Split tee) قطع میشود و این امکان ایجاد میگردد که وسیله مخصوص سوراخکاری را از فلنج شیر نصب شده بر روی نشیمنگاه جدا نماییم. پس از بستن شیر باقیمانده مواد داخل دستگاه با توجه به موارد ایمنی توسط شیر (needle valve) موجود بر روی دستگاه تحلیه و سپس دستگاه جدا میشود.


آخرین دیدگاهها